


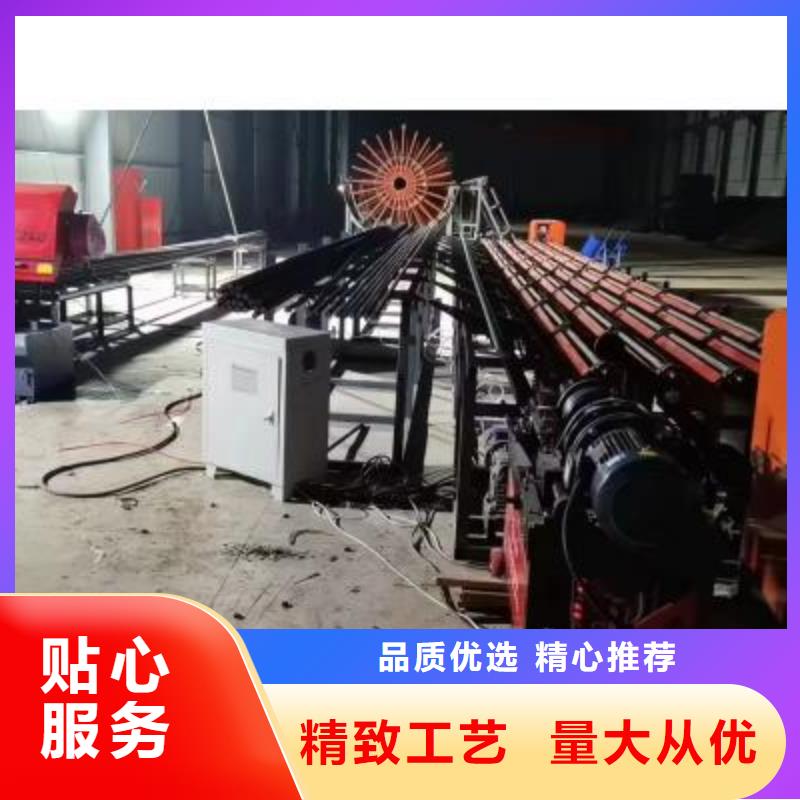



我们的现场实拍视频将带您走进数控钢筋套丝打磨生产线按需定制产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:浙江数控钢筋套丝打磨生产线按需定制的图文介绍


以前圆钢两头制作的螺纹是用搓丝机,把确定长度的圆钢在搓丝机上的两块搓丝板上滚动挤压成型螺纹,主要适合短小型圆钢螺纹制作。搓丝机的缺点是制作出来的螺纹抗拉强度小,并且圆钢需要滚动,对于较长圆钢螺纹制作非常不方便。还有就是搓丝机体积大而重,不适合流动作业。还有就是用通用车床车螺纹,那就更不方便了,要经常磨刀不算,需要多次成型,还要有技术好的车床师傅来保证螺距螺角的标准,而且圆钢也需要转动,车床体积更大更重。圆钢套丝机非常适合当前施工要求的一种新的机械。一种专门为圆钢螺纹制作的机械。1.刀具运用市场上通用的标准圆板牙,采购方便且便宜。而且可以运用市场上的左牙圆板牙制作左旋螺纹。2.制作出来的螺纹标准。



建贸机械钢筋切断加工设备(浙江省分公司)拥有雄厚的技术实力,多名 数控弯箍机、钢筋带锯床产品研发人员,训练有素的职工队伍, 数控弯箍机、钢筋带锯床加工设备及检测设备,使生产出的 数控弯箍机、钢筋带锯床经科学设计,精心制作,严格检验。数十年来的不懈努力、吸收国内外技术经验,集众家之所长,制造出多领域的新 数控弯箍机、钢筋带锯床产品。严格的 数控弯箍机、钢筋带锯床产品检测,并配以的售后服务,使本厂在 数控弯箍机、钢筋带锯床行业独树一帜,赢得八方众多客户的肯定。


打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整



是机械锯切设备专业生产厂家,具有多年生产带锯床的经验,拥有自主的开发、设计和制造能力,我公司生产的数控带锯床:
1、按钮界面:机械操作极为简单且效率高。
2、工作称料台:锯床采用高密度球墨铸铁,夹持物料更加稳固且不易损坏。
3、锯齿:材质强度高,通用性强,在锯切时比较耐磨,寿命比较长。
4、进口电机:采用合资定制电机、性能稳定,寿命更长。
技术先进,性能稳定,畅销无阻,公司致力于企业发展,技术进步,引进台湾先进锯床制造技术,为用户提供更满意的服务。
整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)
1、按钮界面:机械操作极为简单且效率高。
2、工作称料台:锯床采用高密度球墨铸铁,夹持物料更加稳固且不易损坏。
3、锯齿:材质强度高,通用性强,在锯切时比较耐磨,寿命比较长。
4、进口电机:采用合资定制电机、性能稳定,寿命更长。
技术先进,性能稳定,畅销无阻,公司致力于企业发展,技术进步,引进台湾先进锯床制造技术,为用户提供更满意的服务。
整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)


GB4220卧式金属带锯床主要特点
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1
√ 切削速度液压控制,无级调速
√ 导向块结构科学合理,延长锯条的使用寿命
√ 双立柱结构,操作平稳
√ 锯切稳定,精度高
√ 工件夹紧采用手动夹紧,操作方便
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1



